公司简介
About us

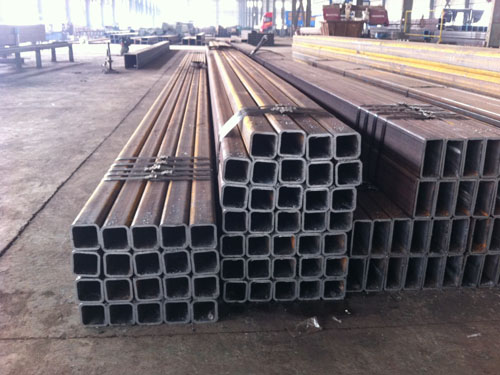
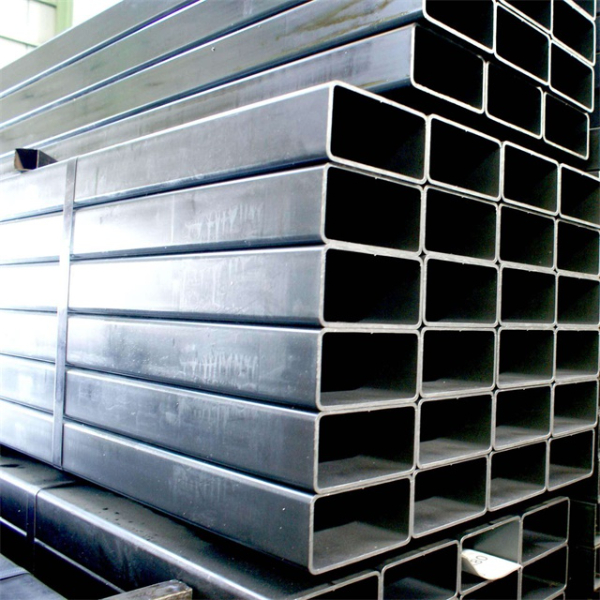
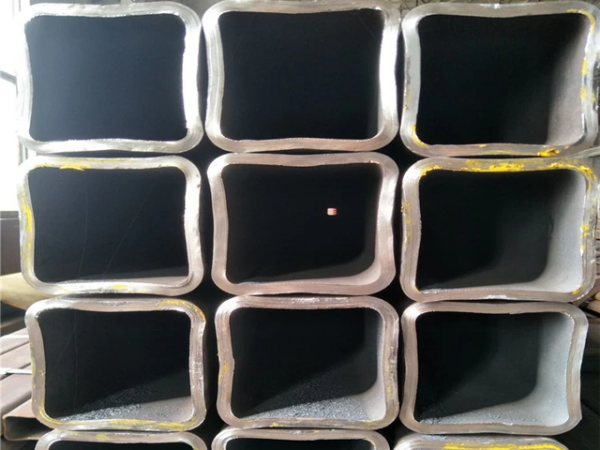
公司长期现货生产供应:q345b方管,q355b方管,16MN方管,q345b方矩管,q355b方矩管,16MN方矩管,q345b矩形管,q355b矩形管,16MN矩形管等,公司是生产销售方矩管的专业厂家,坐落于山东聊城,地理位置优越,交通方便:北临济邯高速公路,西临京九铁路,地理位置优越,交通便利。公司现拥有400x400大截面方矩形管、冷弯型钢机组1台套,200x200大截面方矩形管,冷弯型钢机组1台套,250x250大截面方矩形管,冷弯型钢机组1台套,100x100大截面方矩形管,冷弯型钢机组1台套,工艺先进,技术力量雄厚,质量检测手段齐全,产品质量优良,其产品规格方管60x40x(3~10)mm—800x800x(6~40)mm,矩形管40*40x(3~10)mm—500x500x(6~20)mm。材质Q235,Q235B,SS400,ST52-3,…




- 定制q355b矩形管 激光切割精准 误差小 2026-03-26
- q345b冷轧矩形管_表面光滑精度高矩形管 2026-03-11
- 16MN低合金方矩管_屈服强度达标 高负荷适配 2026-02-26
- 大口径厚壁q355b方矩管 桥梁工程 承重梁柱专用 2026-02-06
- q345b方矩管 易切割 施工便捷 2026-01-30
- 16MN方管钝化处理 提升表面耐腐蚀性 2026-01-24
- q355b方管折弯加工 塑性优良 折弯无裂纹 造型多样 2026-01-16
- q345b方管表面处理 镀锌 酸洗 喷漆 工艺可选 2026-01-16
- 低合金q355b方管 韧性好 焊接便捷 2026-03-26
- q345b方管壁厚规格_3mm-20mm 齐全 2026-03-11
- 16MN矩形管高承载能力介绍 2026-02-26
- q355b矩形管定制 任意规格尺寸 切割折弯一站式 2026-02-06
- q345b矩形管 厂家直供 低合金 现货批发 量大优惠 2026-01-30
- 16MN方矩管冷热加工性能好 折弯成型无裂纹 2026-01-24
- q355b方矩管哪家好 源头直供 质量售后 双重保障 2026-01-16
- q345b方矩管加工厂 精密加工 误差极小 品质可靠 2026-01-16
加工设备
Processing Equipment



联系信息
- 固话:0510-88888016 88888017 83076068 83076658
- 手机:13218759999 18901522222 13338786068 13382206068
- 传真:0510-83079997
- 上网洽谈工具:QQ 473334606 邮箱:473334606@qq.com
- 地址:无锡市惠山区(钱桥镇)惠澄大道77号(西漳工业园)2号仓库

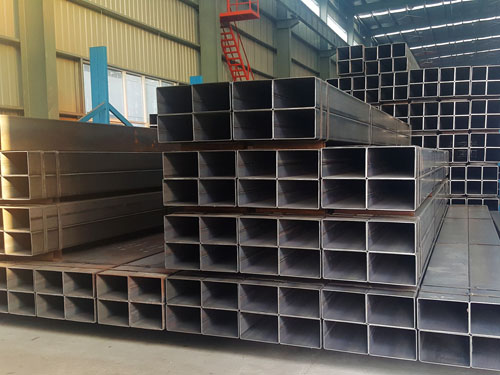
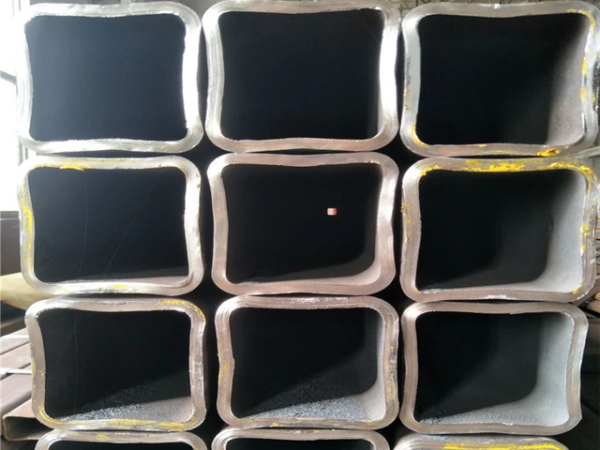
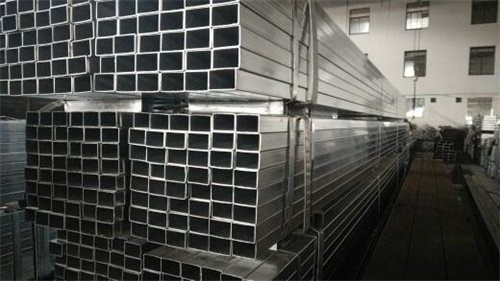
车间现货
常年储存大量现货,以满足您对方矩管大批订购需求!